
Technical requirements
Technical requirements for surfaces to be hot-dip galvanized
- The surface cannot have any excess layers of rust and scale, welding slags, after-welding chips, sharp hole edges, paint or welding spray contaminants, rolled spaots, either excess amount of oil or lubricants
- While galvanizing sny metallurgic defects may become more visible and lead to coating cracks..
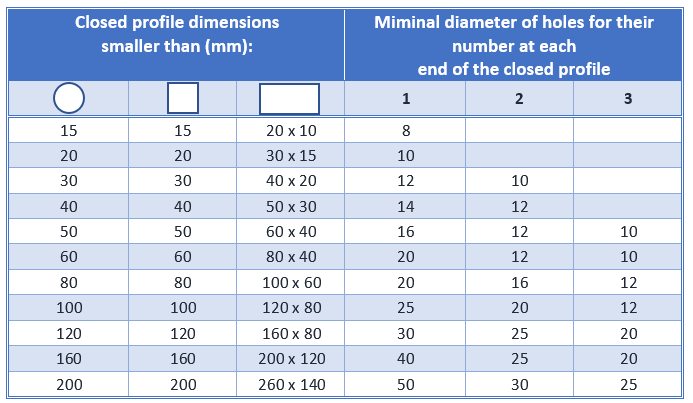
- Each element needs to have necessary technological holes enabling the free flow of zinc and air vents to release air during the process. The minimal sizes of holes depending on the cross-section and shape are specified in the table below.
- The articles cannot have closed spaces which may prevent their immersion or lead to a tear while galvanizing.
- The goods delivered should not have any niches, dents or cracks limiting the free flow of zinc and causing ash residues.
- The amount of silicon and phosphoruos in steel to be hot-dip galvanized should be lower than 0.03 % or within the range of 0.12 to 0.25%. The total amount is calculated as follows Esi = Si+2.5·P (Si and P represent the percentage of silicon and phosphoruos in steel).
- All elements ought to have holes and handles for proper suspension.
- Constructions with internal stresses after previous treatments such as welding can be deformed while being galvanized. This occurs especially in case of long welding seams.
- Articles to be galvanized cannot possess any contaminants, for instance after previous painting, paint markings, tarry or silicon substances, lubricants, or any inner or outer residues of abrasive blasting.
- If the Client fails to properly prepare (according to requiremnets given) the articles for galvanizing, Jamalex will perform any necessary preparation for which the Client will be charged or Jamalex will resign from providing the service.
