
Surface preparation
The material intended for the hot-dip galvanizing process must not have closed spaces that may prevent its immersion or cause tearing during immersion.
Each structural element should have appropriate technological holes for venting, free flow of zinc inside and outside the element, stress relief holes (when the overlapping surfaces are larger than 400 cm2) and holes (or handles) for proper suspension.
The minimum dimensions of the vent holes depending on the cross-section are given in the table below:
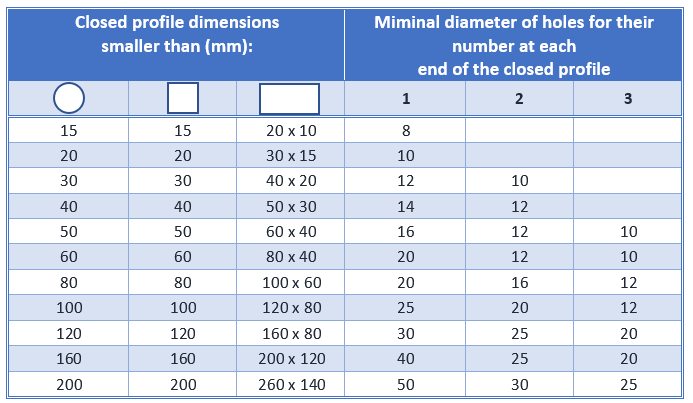
The table above shows the size and number of holes to be made at the two ends of the profile, depending on the dimensions of its cross-section. It concerns profiles not longer than 2.7 m. In the case of longer profiles, larger holes should be made.
Structures should not have small gaps or recesses, eg at welded joints, because after galvanizing, flux and acid residues may flow out of them, deteriorating the quality and appearance of the coating (so-called "bloody spills" or "sweating").
The thermal effect of the zinc bath releases internal stresses in the elements, which can cause deformations. It is especially visible in welded elements.
| Download: | |
| Surface preparation (pdf) |  |
