
Préparation du matériau
Le matériau destiné au processus de galvanisation à chaud ne doit pas comporter des compartiments fermés susceptibles d'empêcher son immersion ou de provoquer un éclatement pendant l'immersion.
Chaque objet doit comporter des trous techniques appropriés pour la ventilation, la libre circulation du zinc à l'intérieur et à l'extérieur de l'élément, des trous de dégagement (lorsque la surface d'application est supérieure à 400 cm2) et des trous (ou poignées) pour une suspension correcte.
Les dimensions minimales des trous d'aération en fonction de la section sont indiquées dans le tableau suivant:
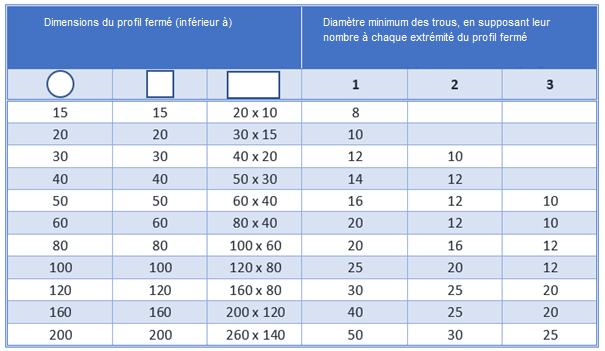
Le tableau ci-dessus indique la taille et le nombre de trous qui doivent être réalisés aux deux extrémités du profilé, en fonction des dimensions de sa section transversale. Il s'agit de profils ne dépassant pas 2,7 m. Dans le cas de profils plus longs, des trous plus grands doivent être faits.
Les objets ne doivent pas avoir de petites cavités, par exemple dans les joints soudés, car après la galvanisation, des résidus de flux et d'acide peuvent se répandre hors des structures, dégradant la qualité et l'apparence du revêtement (ce qu'on appelle des "fuites sanglantes" ou "transpiration").
L'action thermique du bain de zinc libère des tensions internes dans les éléments, ce qui peut provoquer des déformations. Cela se remarque particulièrement dans les parties soudées.
Télécharger :
| Préparation du matériau (pdf) |  |
